4 қабатты ENIG жартылай тесік ПХД 12026

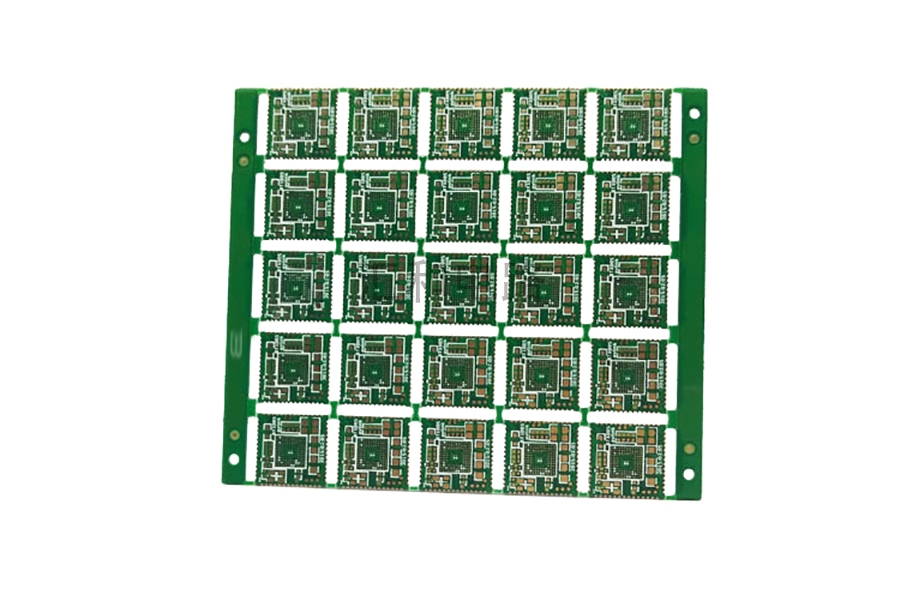



Металлданған жартылай тесікті ПХД өңдеудегі қиындықтар
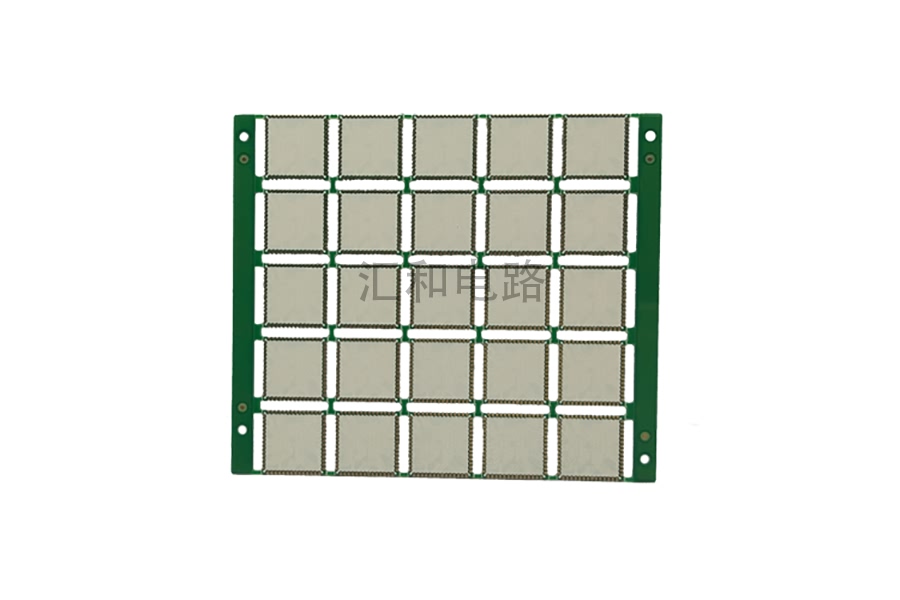
Металлдандырылған жартылай саңылаулы ПХД саңылау қабырғасын құрағаннан кейін, мыс қара, бұрышты қалдық, ауытқу ПХД зауытының қалыптау процесінде күрделі мәселе болды. Әсіресе штамп тесіктеріне ұқсас жартылай тесіктердің барлық қатары, саңылау шамамен 0,6 мм, тесік қабырғасының аралығы 0,45 мм, сыртқы фигураның аралығы 2 мм, себебі аралық өте кішкентай, қысқа тұйықталуды тудыруы оңай, себебі мыс теріден.
Металлдандырылған жартылай тесікті ПХД қалыптастыру әдістері-бұл CNC фрезерлік станоктары, механикалық тесу машиналары, V-CUT кесу және т. қалған мыс сымының PTH саңылау бөлігінің қалған бөлігі, бұрғылау, байсалды тесік қабырғасы мыс терінің қисаюы, пилинг құбылысы. керісінше, металлданған жартылай тесік пайда болған кезде, ПХД кеңеюі мен шөгуінің, тесіктердің орналасу дәлдігінің және қалыптау дәлдігінің әсерінен, сол қондырғының сол және оң жағындағы қалған жарты тесіктің өлшемдік ауытқуы үлкен болады. , бұл дәнекерлеу жинағына үлкен қиындық әкеледі.
Жартылай саңылаулы ПХД үшін шығындардың өсу себептері
Жарты тесік - бұл арнайы технологиялық процесс, саңылауда мыс болуын қамтамасыз ету үшін біз процестің жартысын гонг жиегі кезінде жасауымыз керек, ал жалпы жартылай тесік пластинасы өте аз, сондықтан жартылай тесік пластинаның жалпы құны салыстырмалы түрде жоғары.
Қолдану

Өндірістік бақылау

Тұрмыстық электроника

Байланыс
Жабдықты көрсету

Автоматты қаптау желісі

PTH сызығы

LDI
CCD экспозициялық машинасы
Біздің зауыт









